The global demand for high-end silk garments—specifically premium custom silk button up shirts—is undergoing a rapid transformation. Once confined strictly to classical luxury fashion and high-end formal wear, silk has transitioned into a key driver for contemporary premium streetwear, modern corporate wardrobes, and upscale loungewear. Global enterprises are re-evaluating their sourcing strategies to align with the new paradigm of sustainable luxury, active thermoregulation, and low-maintenance convenience.
According to textile research reports, the premium silk wear segment is projected to grow at a Compound Annual Growth Rate (CAGR) of 7.4% over the next decade. This growth is driven by significant technical advancements in fabric finishes, such as sand-washing, enzymes, and silicone treatments, which have paved the way for "washable silk". For buyers and brand managers sourcing silk apparel, understanding these macroeconomic trends is critical to maintaining a competitive advantage in a market increasingly dominated by conscious consumers.
To meet this global demand, manufacturers must be capable of precision execution. Brand owners are no longer looking for simple contract factories; they require collaborative design partners who possess extensive knowledge of material science, textile physics, and localized compliance standards.
When drafting a tech pack for a custom silk button up shirt, purchasing directors must address critical material properties. A failure to specify raw material grades leads to product inconsistencies and reduced shelf-life.
Momme is the standard metric used to measure the weight and density of silk fabric. One momme equals approximately 4.340 grams per square meter. For premium shirts, we utilize three standard weights:
Raw silk is classified into three major grades—Grade A (highest quality with long fibers), Grade B, and Grade C. Within Grade A, quality scales from 1A to 6A. Our facilities exclusively process Grade 6A Mulberry silk, guaranteeing:
Luxury silk shirts demand tailored construction parameters that match the nature of the delicate protein fibers. Standards include:

Located in Humen Town, Dongguan City—widely recognized as the "Famous Garment Town of China"—Dongguan City Xinhui Apparel Co., Ltd. has been deeply engaged in the garment export industry for over 5 years. We operate as a professional manufacturer specializing in high-quality garment customization, agile manufacturing, and global export services.
Our strategic position within China's premier textile cluster grants us direct access to world-class supply chains, high-tech fabric processors, and master pattern-makers. Over the years, we have forged long-term, stable relationships with brands across the United States, the United Kingdom, Canada, Australia, and parts of Europe, earning a stellar reputation in the international garment market.
Global B2B procurement managers face ongoing challenges with high minimum order requirements, poor communication, delayed sampling, and variable production quality. Xinhui Apparel addresses these pain points directly through our structured service model:
Proven track record in OEM & ODM production across diverse, demanding global markets.
Our dedicated bilingual account managers ensure your design specifications are fully understood.
Start your collections from just 30 pieces to minimize inventory risk and validate market demand.
Convert your concepts, flat drawings, or physical reference samples into production-ready designs.
Every single piece is subjected to multiple inspections. Zero-defect policy before shipping.
Equipped to handle sophisticated details including laser cutting, fine embroidery, and complex seams.
Our agile sampling team delivers highly accurate prototypes within 2 weeks of spec finalization.
Maintained in-house washing lines for unique garment dye finishes, sand-washing, and softening.
Unlike typical apparel factories, Xinhui's core competitiveness lies in our end-to-end full-process customization service. We provide customers with one-stop solutions starting from "design based on drawings", "pattern customization", to "raw fabric procurement". Whether you require intricate embroidery, digital textile printing, silk-screen printing, or specialized washes, our team handles it with complete accuracy.
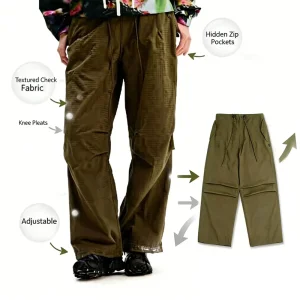
Our product capabilities range from sportswear and streetwear like trendy T-shirts (such as custom contrast color round neck tees, heart embroidery raglan long sleeve tees), sporty jogger suits, activewear (including custom logo racerback tank tops & pleated skort tennis sets, quick-dry polo shirts), hoodies, sweatshirts, and trousers (like men's grid parachute pants or lightweight drawstring shorts), to high-end women's wear, modal loungewear, and luxury pajamas (modal sleepwear sets, floral lace cami sets). This versatility ensures that every garment we deliver satisfies strict retail quality requirements and helps buyers build a unique presence in their markets.


Xinhui features a well-structured and highly coordinated professional team. Our skilled production staff brings years of craftsmanship and attention to detail to the workshop, ensuring that seam strength, embroidery stitch counts, and iron-pressing standards are consistently met.
Supporting our factory floor is our responsive international trade and customer service division. They provide clear, step-by-step guidance on custom styles, import-export tariffs, raw fabric options, and shipping schedules. By maintaining close communication from the initial drawing stage to final delivery, the team works together to represent a reliable, large-scale apparel enterprise that global brands can trust.
The foundation of Xinhui stems from our core mission: "allowing global consumers to wear high-quality, personalized clothing without the luxury markup." Our founder identified a major gap in the international market—brands were forced to choose between low-cost mass manufacturers who struggled with complex designs, or high-end bespoke workshops with unrealistic MOQ requirements.
By establishing operations in the Humen Town apparel cluster, we merged access to robust supply chains with high-level design expertise. From our initial focus on small, specialized overseas orders to our current role as a long-term production partner for established brands, every product we manufacture represents our dedication to garment value. Our position within Humen's apparel hub allows us to continuously optimize cost structures and technical capabilities, supporting the growth of our partners worldwide.

As global environmental standards tighten, Xinhui is actively integrating modern technology into our production lines. Our roadmap focuses on reducing fabric waste, improving energy efficiency, and modernizing design workflows.
Premium fabrics, especially high-grade Mulberry silk, represent a major cost component of the garment. We employ advanced computer-aided CAD nesting programs to calculate optimal pattern layouts. This step reduces fabric scrap rates by up to 12% compared to manual nesting, helping to lower per-unit costs for our clients.
To shorten development times, our design team offers 3D garment visualization. This digital mapping system simulates drape, fabric stretch, and sizing on virtual models. Brands can review fit and styling details online, significantly reducing the number of physical sample rounds needed before starting production.
Through collaborations with certified textile finishers, we are transitioning our dyeing and washing procedures to prioritize organic softeners and low-impact reactive dyes. This shift ensures the silk remains biodegradable and safe for sensitive skin while reducing wastewater impacts.
Exporting to markets like the United States, Canada, Europe, and Australia requires strict adherence to textile regulations. A failure to meet these guidelines can result in customs delays or retail recalls. Xinhui protects your shipments through structured compliance procedures:
We source raw silk yarns and fabrics that are certified free of toxic levels of formaldehydes, heavy metals, or harmful azo dyes. This step ensures that finished garments comply with safety standards like the EU REACH regulation and US Proposition 65.
Different regions mandate specific language, font sizes, and symbols for care instructions. Our compliance department ensures your custom care labels include accurate information—such as "Dry Clean Only" or "Professional Washable Silk instructions"—along with mandatory fiber breakdown percentages and country-of-origin markers.
Before bulk fabric cutting begins, we conduct in-house tests for shrinkage limits, color fastness, and seam slippage. This technical verification is essential for delicate fabrics like silk, ensuring the shirts maintain their shape and structure after repeated wear.
We compile answers to the most common questions raised by brand managers, purchase planners, and designers regarding our custom silk manufacturing processes.